

Экскурсия по производству тензодатчиков

Приглашаем совершить онлайн экскурсию по производству тензодатчиков. Вы познакомитесь с этапами процесса изготовления датчиков «Тензо-М» – от получения металла со склада и обработки заготовки упругого элемента на станках с ЧПУ до финальных испытаний готового тензодатчика.
СКЛАД МЕТАЛЛОПРОКАТА

При изготовлении тензодатчиков используются специальные марки нержавеющей и конструкционной стали. Для обеспечения хороших метрологических характеристик тензодатчиков металл приобретается большими партиями и определенного качества у надежных производителей. Металл хранится на специальном складе – закрытом неотапливаемом вентилируемом помещении.
ЗАГОТОВИТЕЛЬНЫЙ УЧАСТОК

На заготовительном участке производится резка металлопроката на отдельные заготовки. Резка осуществляется на ленточнопильных станках. В зависимости от размера заготовки выбирается тот или иной станок.
УНИВЕРСАЛЬНЫЕ СТАНКИ

Заготовки для упругих элементов тензодатчиков поступают на участок универсальных обрабатывающих станков. Здесь производится черновая обработка заготовок. Широкий парк станков обеспечивает оптимальный режим и время обработки для разных типов упругих элементов.
ФРЕЗЕРНЫЕ И ТОКАРНЫЕ СТАНКИ С ЧПУ

На участке станков с ЧПУ производится механообработка упругих элементов тензодатчиков. Инженерами «Тензо-М» разработана индивидуальная программа обработки для каждого типоразмера датчиков. Станки обеспечивают полный цикл фрезерных и токарных операций упругих элементов тензодатчиков. Высокая точность обработки обеспечивает хорошие метрологические характеристики датчиков. Трехсменный график работы операторов позволяет добиться максимальной загрузки станочного парка.
МАРКИРОВКА ТЕНЗОДАТЧИКОВ
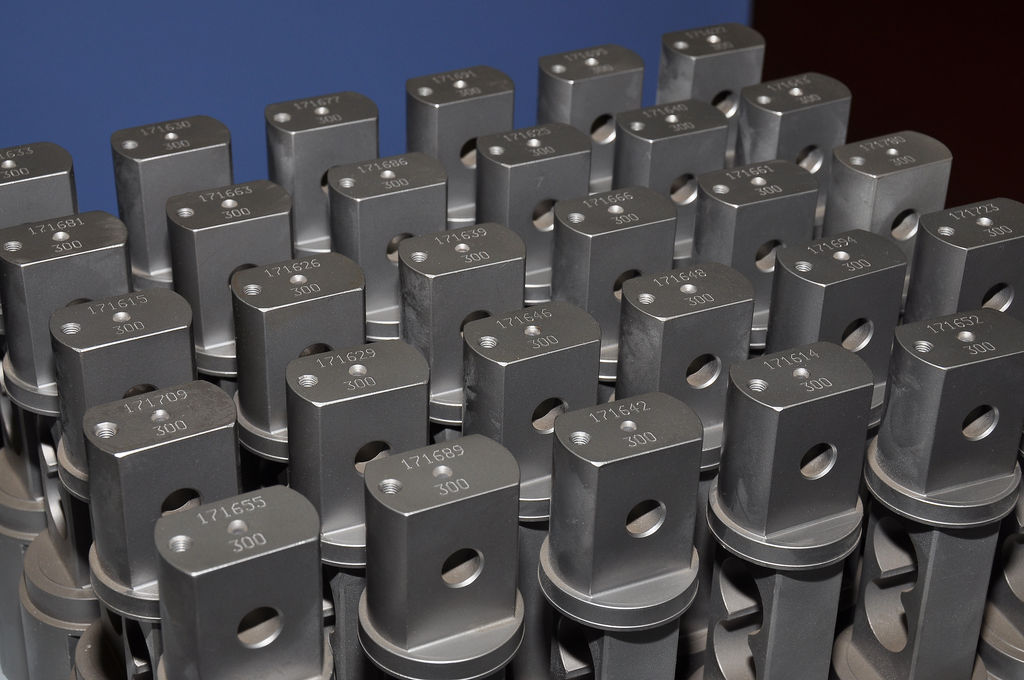
Каждый упругий элемент получает свой индивидуальный номер. Нанесение номера на упругий элемент производится на специальном маркировочном аппарате с ЧПУ. Присвоенный номер заносится в базу данных, в которую впоследствии заносится вся информация о тензодатчике, поступающая со всех этапов его изготовления. В последствии эта информация может быть использована при сборке весов.
ЗАКАЛКА УПРУГИХ ЭЛЕМЕНТОВ В ТЕРМОПЕЧАХ

Термообработка упругих элементов производится для придания им хороших упругих свойств. Процесс термообработки происходит в закалочных и отпускных печах шахтного и камерного типа. Равномерность и воспроизводимость режимов термообработки печей обеспечивают хорошие метрологические свойства тензодатчиков. Каждой марке стали соответствует специальный режим термообработки.
ЛИНИЯ ПЕСКОСТРУЙНОЙ ОБРАБОТКИ

Поверхность упругих элементов тензодатчиков, прошедших термообработку, очищается на дробеметных установках. Упругие элементы из нержавеющей и конструкционной стали проходят обработку на разных дробеметных установках. Обработка производится стеклосферой или корундом.
КОНТРОЛЬ КАЧЕСТВА УПРУГИХ ЭЛЕМЕНТОВ

Отдел технического контроля проверяет соответствие механических размеров, твердости и шероховатости требованиям конструкторской документации на упругие элементы. Проверку проводят с помощью специального измерительного оборудования – глубиномеров, твердомеров, микрометров, калибров и др. Проверку проходит каждый упругий элемент.
ЛИНИЯ УЛЬТРАЗВУКОВОЙ ОЧИСТКИ

Линия ультразвуковой промывки позволяет устранить с поверхности упругих элементов оставшиеся после механообработки масло, эмульсию или абразив. После промывки упругие элементы просушиваются и отправляются на следующий этап изготовления тензодатчиков – монтаж тензо- и термочувствительных схем.
УЧАСТОК МОНТАЖА ТЕНЗО- И ТЕРМОЧУВСТВИТЕЛЬНЫХ СХЕМ ТЕНЗОДАТЧИКА

На участке монтажа тензо- и термочувствительной схем тензодатчика на упругий элемент наклеиваются тензорезисторы, терморезисторы и контактные площадки. Наклейка производится с помощью специального клея горячего отверждения. Защита элементов от механического повреждения и атмосферных воздействий производится с помощью специальных герметиков.
Термообработка производится в два этапа. Каждый этап состоит из нескольких температурных полок определенной продолжительности. При наклейке используется большое количество оснастки для разметки, позиционирования, прижима и монтажа.
УЧАСТОК МОНТАЖА ЭЛЕКТРИЧЕСКОЙ СХЕМЫ
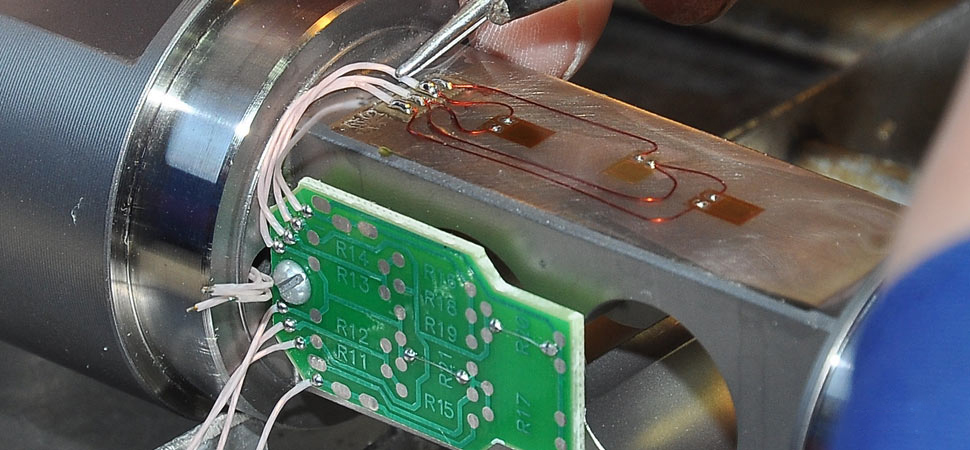
На участке монтажа электрической схемы тензодатчика производится соединение тензо- и термочувствительной схем с платой регулировки и кабелем тензодатчика. Также здесь осуществляется промежуточный контроль монтажа тензодатчика.
УЧАСТОК НОРМИРОВАНИЯ ПАРАМЕТРОВ ТЕНЗОДАТЧИКОВ

На участке нормирования выходной сигнал датчика регулируется по величине и степени влияния температуры. А для некоторых типов тензодатчиков – дополнительно по степени влияния эксцентриситета приложения нагрузки и нелинейности. В процессе нормирования используются мультиметры, стендовые тензоизмерители, электронные коммутаторы и другая аппаратура. Отдельную роль в нормировании параметров тензодатчиков играют нагрузочные установки, каждая из которых применяется для своего ряда типоразмеров тензодатчиков. Нагружение датчиков с одновременным поддержанием заданной температуры возможно благодаря специальным температурным камерам, встраиваемым в силозадающие машины.
ГЕРМЕТИЗАЦИЯ ЛАЗЕРНОЙ СВАРКОЙ
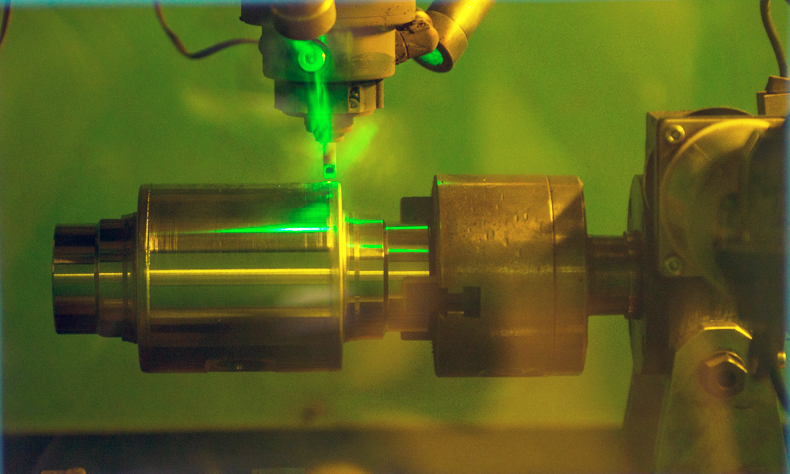
Отрегулированные тензодатчики поступают на участок герметизации. Герметизация большинства типов тензодатчиков происходит с помощью автоматов лазерной сварки. Только этот способ позволяет максимально надежно защитить тензодатчик от воздействий внешней среды.
УЧАСТОК ИСПЫТАНИЙ

При испытаниях тензодатчик в первую очередь проходит проверку на герметичность с помощью гелиевого течеискателя. Эта технология широко используется в ракетостроении. В случае успешного прохождения теста в полость датчика закачивается азот для обеспечения долговременной работы.
Метрологические характеристики тензодатчиков определяются на специальном испытательном оборудовании. Прогружение на силозадающих машинах проходит каждый датчик. Наличие и полнота парка испытательного оборудования отличают предприятие, производящее надежные и точные тензодатчики, от других.
ОТК

На рабочем месте ОТК аккумулируются все тензодатчики и сведения о них. Те тензодатчики, характеристики которых не удовлетворяют требуемым нормам, отправляются в изолятор брака. Остальные – маркируются, упаковываются и отправляются на склад готовой продукции. Сведения об их характеристиках заносятся в базу данных.
ИЗОЛЯТОР БРАКА

Тензодатчики, попавшие в изолятор брака, исследуются самыми опытными специалистами «Тензо-М». На основании результатов этих исследований вырабатываются рекомендации и мероприятия, которые позволяют в дальнейшем предотвратить появление продукции с подобными дефектами. Сегодня уровень брака составляет соотношение 1 на 10000 единиц, что соответствует уровню лучших мировых производителей.
СКЛАД ГОТОВОЙ ПРОДУКЦИИ

На складе готовой продукции тензодатчики хранятся на специальных стеллажах. Подробные сведения о наличии и расходе, а также о движении тензодатчиков по этапам процесса изготовления хранятся в базе данных. Эти сведения позволяют оптимально планировать производство и своевременно выполнять заказы клиентов.